

فرآیند ساخت
امروزه شیوه ی خانکشی چکش کاری سرد (Cold Hammer-forging)که با نام Rotary Forging نیز شناخته می شود، یکی از شیوه هایتولید انبوه لوله محسوب می گردد. پروسه ی خانکشی در این شیوه، ۳ تا ۴ دقیقه بطول می انجامد.
قدمت این شیوه به چیزی حدود دو قرن قبل برمی گردد، این شیوه در قرن نوزدهم، توسط گان اسمیت (استادکار سلاح) های Appalachia – نام ناحیه ای در شرق ایالات متحده- برای تولید لوله های سلاحی معروف که بهTennessee Poor Boy rifle معروف بود، استفاده می شد.
فرآیند ساخت با وارد نمودن یک قالب به نام مندریل (mandrel) به داخل لوله و با چکش کاری دستی انجام می شد. برای اینکار، آنها از یک “gun anvil” (سندان) و چکش خاص استفاده می کردند که لوله در بین این دو قرار می گرفت و با وارد آوردن ضربه بر روی چکش، فرآیند خانکشی انجام می شد.
شکل دهی فولاد بدون حرارت
لوله های مدرن چکش کاری سرد، با وارد کردن ضربات متعدد بر یک تیوب فولادی که در داخل آن، قالب خان ها یا همان مندریل از جنس تنگستن کارباید قرار داده شده، ساخته می شوند. ضربات متعدد وارد شده باعث می شود تا تیوب فولادی در اطراف مندریل فشرده شده و شکل خان ها را را به خود بگیرد.
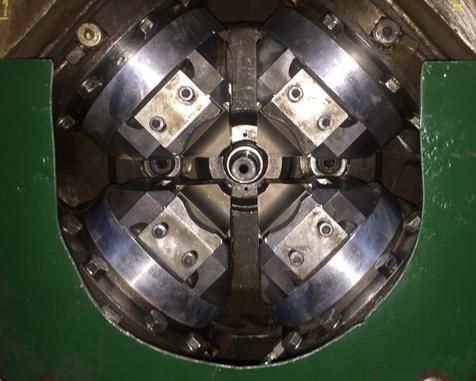
ممکن است عجیب بنظر برسد، ولی می توان گفت که فولاد(در صورتی که از آلیاژ درست استفاده شده باشد)، در اثر ضربات چکش، همانند خمیری در اطراف قالب جریان می یابد! حاصل این فرآیند این است که شکل دقیق قالب، بر سطح فولاد حک می شود.
چکش های اطراف تیوب فولادی، چیزی حدود نیم میلیون ضربه در طی این فرآیند به آن وارد می کنند! این موضوع موجب پیدایش الگویی خاص در سطح بیرونی لوله می شود. برخی کمپانی ها، الگوی شکل گرفته را از سطح لوله پاک می کنند و برخی همانند کمپانی های مانلیخر Mannlicher یا روگر Ruger ، با افتخار آن را به نمایش در می آورند!
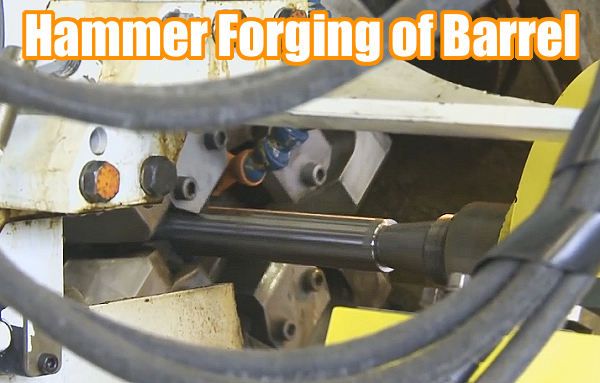
در تصاویر زیر بخشی از پروسه ساخت لوله به شیوه چکش کاری سرد در کمپانی روگر را مشاهده می کنید :


استحکام و مقاومت بالا
تیوب اولیه ی فولادی که قرار است به لوله تبدیل شود، قطور تر و چیزی حدود ۳۰ درصد کوتاهتر از محصول نهایی در نظر گرفته می شود. لوله های چکش کاری سرد، نسبت به لوله های خانکشی شده با سایر شیوه ها، نیاز خیلی کمتری به انجام پروسه های اضافی پس از اتمام خانکشی دارند. لوله ی ساخته شده با این شیوه دارای سطح داخلی بسیار صاف و صیقلی خواهد بود و بدلیل فرآیند چکش کاری، استحکام و مقاومت بسیار بالایی در برابر فرسایش ناشی از حرارت حاصل از احتراق باروت داشته و بنابراین عمر بالاتری نیز خواهد داشت.
نقطه ضعف لوله های چکش کاری سرد
نقطه ی ضعف این نوع لوله ها نیز این است که پروسه ی چکش کاری سرد، موجب پیدایش تنش در برخی از نقاط فولاد می شود که باید بدرستی تحت پروسه ی تنش زدایی قرار گیرند. در غیر اینصورت شاهد تاب در لوله با افزایش دمای آن خواهیم بود. به همین دلیل، تیراندازان تارگتینگ، معمولاً سراغ این لوله ها نمی روند. اما در سلاح های ریم فایر این موضوع به اندازه ی سلاح های سنتر فایر اهمیت ندارد و به همین دلیل، کمپانی روگر از لوله های هَمِر فورج برای ساخت سلاح های مدل 10/22 تارگتینگ خود استفاده می کند.
تنها راه حل این مشکل در سلاح های سنتر فایر هم، تنش زدایی کامل لوله پس از اتمام خانکشی است . در سلاح های بادی نیز که خبری از حرارت بالای حاصل از شلیک نیست، نقاط تنش فولاد چندان اهمیتی ندارند. به همین دلیل در تفنگ ها یا تپانچه های بادی مخصوص تارگتینگ، استفاده از این نوع لوله ها مقدور خواهد بود. همانند کمپانی IZH و برخی دیگر از کمپانی ها که از این نوع لوله ها بر روی سلاح های تارگت خود استفاده می کنند.
چرا همه از چکش کاری سرد استفاده نمی کنند؟
قیمت یک دستگاه چکش کاری سرد چیزی حدود 750,000 دلار و یا بیش تر است که سرمایه گذاری بزرگی برای تولید کننده محسوب می گردد. در حالی که قیمت یک ست آپ برای باتِن رایفلینگ چیزی حدود 50.000 دلار است.
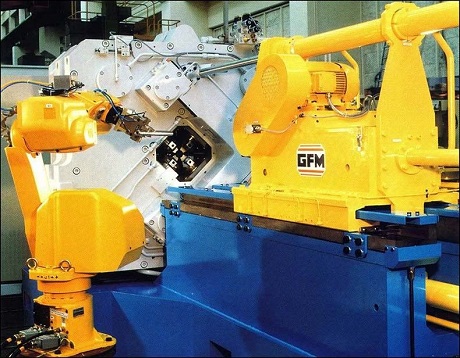
بهمین دلیل چکش کاری سرد تنها در صورتی توجیه اقتصادی خواهد داشت که تقاضا برای آن بسیار بالا باشد (همانند سی زد که تقاضای زیادی برای تفگ های سنترفایر شکاری، ریم فایرها و تفنگ های بادی دارد). به همین علت تنها کمپانی هایی با تولید ماهانه هزاران عدد لوله، از این شیوه خانکشی استفاده می کنند .
لوله های ساخته شده به شیوه چکش کاری سرد بر روی سلاح های بادی، نسبت به سایر انواع لوله ها، هیچگونه برتری خاص و یا نقطه ضعف خاصی ایجاد نمی کنند. چنانچه تولید کننده بتواند از پس مخارج آن بر بیاید، با این شیوه می تواند حجم بالایی لوله، تولید داشته باشد. به شرطی که تقاضا هم برای تولیدات خود داشته باشد.
